अलिकडच्या वर्षांत, मेटल ब्रेक बेंडिंग मशीन विविध उद्योगांमध्ये मोठ्या प्रमाणावर वापरल्या जात आहेत आणि बेंडिंग मशीनची प्रक्रिया श्रेणी विस्तारत आहे. तथापि, बेंडिंग फोर्सच्या गणनेवर पद्धतशीर चर्चा झालेली नाही. सध्या, विविध प्रेस ब्रेक बेंडिंग मशीन उत्पादकांच्या मॅन्युअलमध्ये अंदाजे दोन प्रकारचे बेंडिंग फोर्स कॅल्क्युलेशन फॉर्म्युले शिफारस केलेले आहेत.
![]()
पी - वाकणे बल, केएन;
एस - शीटची जाडी, मिमी;
l - शीटची वाकलेली लांबी, मी;
व्ही - खालच्या डाई ओपनिंगची रुंदी, मिमी;
σb - सामग्रीची तन्य शक्ती, MPa.
निर्मात्याने शिफारस केलेले बेंडिंग फोर्स पॅरामीटर टेबल देखील वरील सूत्रानुसार मोजले जाते.
बेंडिंग फोर्स गणना सूत्राची व्युत्पन्न प्रक्रिया आणि अनुप्रयोगाची व्याप्ती
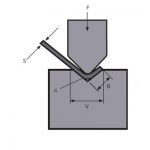
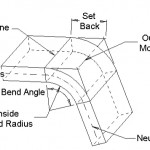
आकृती 1 शीट बेंडिंग दरम्यान कामाचा एक योजनाबद्ध आकृती आहे. खाली बेंडिंग फोर्स कॅल्क्युलेशन फॉर्म्युला आणि दोन अतिरिक्त पॅरामीटर अटींच्या व्युत्पन्न प्रक्रियेचे वर्णन करते. प्रथम, उत्पादन मॅन्युअलमध्ये अशा शिफारसी आहेत. फ्री बेंडिंगमध्ये, निवडलेली लोअर डाय ओपनिंग रुंदी V शीट जाडी S च्या 8 ते 10 पट आहे. येथे आपण आस्पेक्ट रेशो घेतो.

आकृती 1 वाकण्याची योजनाबद्ध आकृती
पी - झुकणारी शक्ती
एस - शीटची जाडी
व्ही - लोअर डाय ओपनिंग रुंदी
r - शीट वाकलेली असताना आतील त्रिज्या
के - बेंडिंग विरूपण झोनच्या क्षैतिज प्रोजेक्शनची रुंदी![]() =9
=9
दुसरे, निर्माता बेंडिंग फोर्स पॅरामीटर टेबलवर डाय रुंदी V आणि बेंडिंग वर्कपीसच्या आतील व्यास r ची संबंधित मूल्ये सूचीबद्ध करतो. साधारणपणे r=(0.16~0.17)V. येथे, व्यास-ते-रुंदीचे गुणोत्तर ![]() =0.16.
=0.16.
शीट मेटलच्या वाकण्याच्या प्रक्रियेदरम्यान, विकृती झोनमधील सामग्री अत्यंत प्लास्टिकच्या विकृत अवस्थेत असते आणि ती मध्यरेषेभोवती कोनात वाकलेली असते. बेंडिंग झोनच्या बाह्य पृष्ठभागावर, काही प्रकरणांमध्ये सूक्ष्म क्रॅक दिसू शकतात. विकृत क्षेत्राच्या क्रॉस-सेक्शनवर, मध्यवर्ती स्तराच्या आसपासचा भाग वगळता, इतर बिंदूंवरील ताण सामग्रीच्या तन्य शक्तीच्या जवळ असतात. तटस्थ थराचा वरचा भाग संकुचित केला जातो आणि खालचा भाग ताणलेला असतो. आकृती 2 विकृत क्षेत्रामध्ये क्रॉस-सेक्शन आणि संबंधित ताण आकृती दर्शविते.

आकृती 2 ताण आकृती
एस - शीटची जाडी
l - शीट झुकण्याची लांबी
विरूपण झोनच्या क्रॉस-सेक्शनवर झुकणारा क्षण आहे:

डिफॉर्मेशन झोनमध्ये मशीनच्या वाकण्याच्या शक्तीने व्युत्पन्न केलेला वाकणारा क्षण आहे (आकृती 1 पहा):
![]()
पासून![]()
![]()
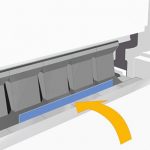
बेंडिंग मशीनवर फ्री बेंडिंगसाठी सामान्य-उद्देश मोल्ड वापरताना, बहुतेक शीट मेटल 90° वाकलेले असते. आकृती 3 मध्ये दर्शविल्याप्रमाणे. K आहे:
![]()
K ला समीकरण (1) मध्ये बदलून, आम्हाला मिळते:

सामान्य सामग्रीची तन्य शक्ती σb=450N/mm2, फॉर्म्युला (2) मध्ये बदलते:
![]()
व्युत्पन्न प्रक्रियेवरून असे दिसून येते की समीकरण (2) किंवा समीकरण (3) वापरून झुकण्याची शक्ती मोजण्यासाठी, दोन अतिरिक्त
वर नमूद केलेल्या पॅरामीटर अटी पूर्ण करणे आवश्यक आहे. म्हणजेच आस्पेक्ट रेशो![]() =9, व्यास-ते-रुंदी गुणोत्तर
=9, व्यास-ते-रुंदी गुणोत्तर![]() =0.16, अन्यथा यामुळे मोठी त्रुटी निर्माण होईल.
=0.16, अन्यथा यामुळे मोठी त्रुटी निर्माण होईल.

आकृती 3 मुक्त वाकणे
एस - शीटची जाडी
r - शीट वाकलेली असताना आतील त्रिज्या
के - बेंडिंग विरूपण झोनच्या क्षैतिज प्रोजेक्शनची रुंदी
बेंडिंग फोर्सची गणना करण्यासाठी नवीन पद्धती आणि पायऱ्या
डिझाइन किंवा प्रक्रियेच्या आवश्यकतांमुळे, वरील दोन अतिरिक्त आवश्यकता एकाच वेळी पूर्ण करणे कधीकधी कठीण असते. यावेळी, शिफारस केलेल्या गणना सूत्राचा वापर झुकण्याच्या शक्तीची गणना करण्यासाठी केला जाऊ नये परंतु खालील चरणांनुसार केला पाहिजे.
(1) प्लेटची जाडी S, बेंडिंग त्रिज्या r आणि लोअर डाय ओपनिंग V नुसार अनुक्रमे रुंदी ते जाडी गुणोत्तर आणि व्यास ते रुंदीचे गुणोत्तर मोजले जाते.
(2) शीटच्या विकृतीनुसार विरूपण क्षेत्राच्या प्रोजेक्शन रुंदीची गणना करा.
(3) वाकलेल्या शक्तीची गणना करण्यासाठी सूत्र (1) लागू करा.
गणना प्रक्रियेत, झुकण्याच्या त्रिज्यामधील फरक आणि संबंधित विकृती झोनचा बदल विचारात घेतला गेला आहे. यावरून मोजले जाणारे वाकणे बल सामान्यतः शिफारस केलेल्या सूत्रानुसार काढलेल्या निकालापेक्षा अधिक अचूक आणि विश्वासार्ह आहे. आकृती 4 मध्ये दाखवल्याप्रमाणे आता स्पष्ट करण्यासाठी उदाहरण द्या.

आकृती 4 नवीन गणना पद्धत
ज्ञात: शीटची जाडी S=6mm, शीटची लांबी l=4m, बेंडिंग त्रिज्या r=16mm, खालची डाय ओपनिंग रुंदी V=50mm, आणि मटेरियल तन्य शक्ती σb=450N/mm2. मुक्त वाकण्यासाठी आवश्यक वाकणारी शक्ती शोधा.
प्रथम, गुणोत्तर आणि व्यास-ते-रुंदी गुणोत्तर शोधा:
![]()
दुसरे म्हणजे, विरूपण क्षेत्राच्या प्रोजेक्शन रुंदीची गणना करा:

शेवटी, बेंडिंग फोर्स शोधण्यासाठी समीकरण (1) वापरा:
![]()
वाकण्याची शक्ती मोजण्यासाठी नेहमीचे शिफारस केलेले सूत्र वापरले असल्यास:
![]()
पासून ![]() = 1.5, हे पाहिले जाऊ शकते की दोघांमधील फरक 1.5 पट आहे. या त्रुटीचे कारण असे आहे की या उदाहरणातील झुकण्याची त्रिज्या तुलनेने मोठी आहे, आणि संबंधित विकृती क्षेत्र वाढले आहे, म्हणून वाकताना अधिक वाकणे बल आवश्यक आहे. या उदाहरणामध्ये, व्यास-ते-रुंदी गुणोत्तर=0.32, ज्याने वर सादर केलेल्या पॅरामीटर्सच्या अतिरिक्त अटी ओलांडल्या आहेत. बेंडिंग फोर्सची गणना करण्यासाठी सहसा शिफारस केलेले सूत्र वापरणे स्पष्टपणे अयोग्य आहे. या उदाहरणावरून तुम्ही नवीन गणना पद्धतीचे फायदे पाहू शकता.
= 1.5, हे पाहिले जाऊ शकते की दोघांमधील फरक 1.5 पट आहे. या त्रुटीचे कारण असे आहे की या उदाहरणातील झुकण्याची त्रिज्या तुलनेने मोठी आहे, आणि संबंधित विकृती क्षेत्र वाढले आहे, म्हणून वाकताना अधिक वाकणे बल आवश्यक आहे. या उदाहरणामध्ये, व्यास-ते-रुंदी गुणोत्तर=0.32, ज्याने वर सादर केलेल्या पॅरामीटर्सच्या अतिरिक्त अटी ओलांडल्या आहेत. बेंडिंग फोर्सची गणना करण्यासाठी सहसा शिफारस केलेले सूत्र वापरणे स्पष्टपणे अयोग्य आहे. या उदाहरणावरून तुम्ही नवीन गणना पद्धतीचे फायदे पाहू शकता.
निष्कर्ष
येथे सादर केलेल्या बेंडिंग फोर्सची गणना करण्यासाठी पायऱ्या आणि सूत्रे केवळ शीट मेटलच्या कोन बेंडिंगसाठीच लागू नाहीत तर आर्क बेंडिंगसाठी देखील लागू आहेत (कठोरपणे सांगायचे तर, त्याला अतिरिक्त-मोठ्या बेंडिंग त्रिज्यासह कोन वाकणे म्हटले पाहिजे). हे निदर्शनास आणले पाहिजे की जेव्हा शीट कमानीच्या आकारात वाकलेली असते तेव्हा मोल्डचा आकार विशेष असतो. विरूपण क्षेत्राच्या प्रक्षेपणाची गणना करताना, तांत्रिक प्रक्रियेमध्ये सेट केलेल्या तांत्रिक मापदंडानुसार त्याची गणना करणे आवश्यक आहे, जे एका साध्या सूत्राद्वारे व्यक्त केले जाऊ शकत नाही.
कंस-आकाराचा साचा तयार करताना, या लेखात सादर केलेल्या पद्धतीचा वापर करून झुकण्याच्या शक्तीची गणना केल्यास, समाधानकारक परिणाम मिळू शकतात.
संबंधित उत्पादने
 प्रेस ब्रेक बेंडिंग मशीनचा योग्य डाय कसा निवडावा
प्रेस ब्रेक बेंडिंग मशीनचा योग्य डाय कसा निवडावा- हायड्रोलिक प्रेस ब्रेक मशीनचे टनेज कसे निवडावे
- प्रेस ब्रेक बेंडिंग मशीनमध्ये नुकसान भरपाई प्रणाली का जोडावी
- वाकणे मध्यम आणि जाड प्लेट्सचे WILA कार्यक्षम समाधान
- सीएनसी बेंडिंग मशीनचे कौशल्य वापरा
- आघाडीच्या उद्योगांमध्ये भविष्यातील पारगम्यतेसाठी फायबर लेसरचे फायदे
- बेंडिंग मशीन मोल्डचे पारंपारिक बेंडिंग अनुक्रम आणि दैनिक वापर तपशील
- कॅन्टन फेअर
- प्रेस ब्रेक क्राउनिंग म्हणजे काय
- तुमच्या प्रेस ब्रेकसाठी बेंड भत्ता कसा मोजायचा