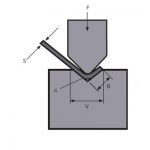
प्रेस ब्रेक पंच/डाय वरच्या आणि खालच्या मोल्डमध्ये विभागले गेले आहे, जे शीट मेटल स्टॅम्पिंग मोल्ड तयार करण्यासाठी आणि वेगळे करण्यासाठी वापरले जातात. बनवण्याच्या साच्याला एक पोकळी असते आणि विभक्त करण्यासाठी साच्याला कटिंग असते. प्रेस ब्रेक मशीनच्या पंच/डायचा वर्कपीसच्या अचूकतेवर मोठा प्रभाव असतो. वाकण्याच्या प्रक्रियेत, साचा हा वर्कपीसशी संपर्क साधतो.
बेंडिंग मशीन/प्रेस ब्रेकचे प्रेस ब्रेक एल-आकाराचे, आर-आकाराचे, यू-आकाराचे, झेड-आकाराचे, इत्यादी असतात. वरचा डाय मुख्यतः 90 अंश, 88 अंश, 45 अंश, 30 अंश, 20 अंश असतो. 15 अंश, इ. कोन. खालच्या साच्यामध्ये 4~18V दुहेरी खोबणी आणि वेगवेगळ्या खोबणी रुंदीसह सिंगल ग्रूव्ह, तसेच आर लोअर मोल्ड, तीव्र कोन लोअर मोल्ड, सपाट मोल्ड इ.

अति-उच्च सुस्पष्टता
वाकण्याच्या प्रक्रियेदरम्यान वर्कपीसच्या अचूकतेवर मोल्डच्या अचूकतेसाठी हे खूप महत्वाचे आहे. वापरण्यापूर्वी मोल्डचा पोशाख तपासणे आवश्यक आहे. तपासणी पद्धती म्हणजे वरच्या साच्याच्या पुढच्या टोकापासून खांद्यापर्यंतची लांबी आणि खालच्या साच्याच्या खांद्यादरम्यानची लांबी मोजणे. पारंपारिक साच्यांसाठी, प्रति मीटर विचलन सुमारे ±0.0083mm असावे आणि एकूण लांबीचे विचलन ±0.127mm पेक्षा जास्त नसावे. अचूक ग्राइंडिंग मोल्डसाठी, प्रति मीटर अचूकता ±0.0033 मिमी असावी आणि एकूण अचूकता ±0.0508 मिमी पेक्षा जास्त नसावी. इलेक्ट्रो-हायड्रॉलिक बेंडिंग मशीन किंवा टॉर्शन शाफ्ट बेंडिंग मशीन आणि मॅन्युअल बेंडिंग मशीनसाठी पारंपारिक साचे वापरण्याची शिफारस केली जाते.
CNC प्रेस ब्रेक मशीनचा टूल विभाग खालीलप्रमाणे:

स्वयंचलित निश्चित स्थापना
जेव्हा स्लाइडर वरच्या डेड सेंटरवर येतो तेव्हा अप्पर डाय स्थापित केला जातो आणि क्लॅम्पिंग प्रेशर लागू होईपर्यंत मोल्ड क्लॅम्पिंग सिस्टम एकाधिक मोल्ड ठेवू शकते.
हायड्रोलिक क्लॅम्पिंग सिस्टम
हायड्रॉलिक क्लॅम्पिंग सिस्टम ही सर्वात प्रभावी क्लॅम्पिंग पद्धत आहे. नवीन आणि जुनी दोन्ही मशीन या क्लॅम्पिंग सिस्टमचा वापर करू शकतात, वेळ आणि खर्च वाचतात. जुन्या बेंडिंग मशीनची लोड-बेअरिंग पृष्ठभाग खराब झाल्यास, नुकसान भरून काढण्यासाठी हायड्रॉलिक क्लॅम्पिंग सिस्टम सर्वोत्तम पर्याय असेल, तसेच क्लॅम्पिंग आणि इंस्टॉलेशनची कार्यक्षमता देखील सुधारेल.

आपोआप जागेवर पिळून घ्या
क्लॅम्पिंग प्रेशर लागू केल्यावर, वरचा डाय वर खेचला जातो आणि आपोआप जागी पिळला जातो. हे वाकण्याच्या प्रक्रियेदरम्यान वरच्या साच्याला साच्याच्या तळाशी दाबण्याची गरज दूर करते.
पंच/डायची निवड
प्रथम, वाकलेल्या शीटची जाडी निश्चित करा. उदाहरणार्थ, तुम्हाला 0.75 मिमी ते 6.30 मिमी जाड प्लेट्स वाकवायचे आहेत. त्यानंतर, किमान आवश्यक व्ही-डाय आकाराचा अंदाज घेण्यासाठी सर्वात पातळ शीटची जाडी 8 ने गुणाकार करा. या उदाहरणात, 0.75 मिमी प्लेट किमान आवश्यक साचा आहे, म्हणून 0.75×8=6. तिसरे, आवश्यक जास्तीत जास्त V-आकाराच्या डाय आकाराचा अंदाज लावण्यासाठी जाड शीटची जाडी 8 ने गुणा.
8 वेळा तत्त्व
म्हणजेच, व्ही-आकाराच्या साच्याचे उघडणे शीटच्या 8 पट जाडीचे असावे. सर्वात जवळचा साचा निवडण्यासाठी शीटची जाडी 8 ने गुणाकार करा. उदाहरणार्थ, 1.5 मिमी जाडीच्या प्लेटसाठी 12 मिमी मोल्ड (1.5×8=12 मिमी) आवश्यक आहे. जर ती 3.0 मिमी प्लेट असेल तर, 24.0 मिमी साचा आवश्यक आहे. (3.0×8=24.0). हे गुणोत्तर सर्वोत्तम कोन निवड प्रदान करू शकते, म्हणूनच बरेच लोक त्याला "सर्वोत्तम निवड" म्हणतात. सर्वाधिक प्रकाशित बेंडिंग चार्ट देखील या सूत्रावर केंद्रित आहेत.
मॉडेल निवडीचे नियम
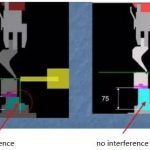
एल-आकाराच्या वर्कपीस वाकण्यासाठी निवड नियम असा आहे की कोणतेही नियम नाहीत, जवळजवळ कोणत्याही वरच्या डाईचा वापर केला जाऊ शकतो. म्हणून वर्कपीसच्या गटासाठी वरच्या साच्याची निवड करताना, एल-आकाराच्या वर्कपीस शेवटच्या मानल्या जाऊ शकतात, कारण जवळजवळ कोणताही वरचा साचा त्यांना वाकवू शकतो. या एल-आकाराच्या वर्कपीस वाकवताना, वरच्या मोल्ड वापरण्याची शिफारस केली जाते जे इतर वर्कपीस देखील वाकवू शकतात. मोल्ड खरेदी करताना, कमी चांगले. हे केवळ मोल्ड खर्च कमी करण्यासाठीच नाही तर आवश्यक मोल्ड आकारांची संख्या कमी करण्यासाठी आणि स्थापनेचा वेळ कमी करण्यासाठी देखील आहे.


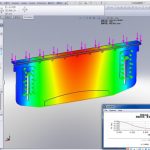
जेव्हा वर्कपीसचा वरचा भाग खालच्या भागापेक्षा लांब असतो, तेव्हा गोसेनेक डाय आवश्यक असतो. जेव्हा वर्कपीसचा वरचा भाग खालच्या भागापेक्षा लहान असतो, तेव्हा कोणताही वरचा डाई ठीक असतो. जेव्हा वरचा भाग आणि वर्कपीसचा खालचा भाग समान लांबीचा असतो, तेव्हा एक तीव्र-कोन वरचा डाय आवश्यक असतो. सारांश, अप्पर डाय सिलेक्शन नियम मुख्यत्वे वर्कपीसच्या हस्तक्षेपावर अवलंबून असतो, जेथे बेंडिंग सिम्युलेशन सॉफ्टवेअर महत्त्वाची भूमिका बजावू शकते. जर वापरलेली सिस्टीम वाकण्याच्या परिस्थितीचे अनुकरण करू शकत नसेल, तर तुम्ही खालील आकृतीमध्ये दर्शविल्याप्रमाणे, वरच्या मोल्ड वर्कपीसचा हस्तक्षेप व्यक्तिचलितपणे तपासण्यासाठी ग्रिड पार्श्वभूमीसह रेखाचित्र वापरू शकता.


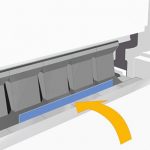
इंडेंटेशन मोल्ड नाही
जवळजवळ सर्व सामान्य व्ही-आकाराचे बेंडिंग मशीन मोल्ड्स वर्कपीसवर काही खुणा सोडतील, याचे कारण असे की वाकताना साच्यामध्ये धातू दाबली जाते. बहुतेक प्रकरणांमध्ये, गुण लहान किंवा स्वीकार्य असतात. त्रिज्या वाढवल्यास गुण कमी होऊ शकतात. परंतु कधीकधी अगदी लहान चिन्हे देखील अस्वीकार्य असतात, जसे की वाकण्यापूर्वी पेंट केलेले किंवा पॉलिश केलेले प्लेट्स. खालील आकृतीत दर्शविल्याप्रमाणे, इंडेंटेशन काढून टाकण्यासाठी नायलॉन इन्सर्टचा वापर केला जाऊ शकतो. इंडेंटेशन-फ्री वाकणे विशेषतः उत्पादित विमान किंवा एरोस्पेस भागांसाठी महत्वाचे आहे कारण निरीक्षकांना उघड्या डोळ्यांनी एखाद्या भागाचे निरीक्षण करणे आणि ओरखडे आणि क्रॅक वेगळे करणे कठीण आहे.

संबंधित उत्पादने
 हायड्रोलिक प्रेस ब्रेक मशीनचे टनेज कसे निवडावे
हायड्रोलिक प्रेस ब्रेक मशीनचे टनेज कसे निवडावे- वाकणे मध्यम आणि जाड प्लेट्सचे WILA कार्यक्षम समाधान
- सीएनसी बेंडिंग मशीनचे कौशल्य वापरा
- बेंडिंग मशीन मोल्डचे पारंपारिक बेंडिंग अनुक्रम आणि दैनिक वापर तपशील
- शीट मेटल बेंडिंग मशीनच्या फ्री बेंडिंग दरम्यान बेंडिंग फोर्सची गणना
- प्रेस ब्रेक डायज कशापासून बनतात? प्रेस ब्रेक टूलिंग म्हणजे काय?
- हायड्रोलिक प्रेस ब्रेकचे किती प्रकार आहेत
- प्रेस ब्रेक बेंडिंग मशीनमध्ये नुकसान भरपाई प्रणाली का जोडावी
- प्रेस ब्रेक क्राउनिंग म्हणजे काय
- तुमच्या प्रेस ब्रेकसाठी बेंड भत्ता कसा मोजायचा