हायड्रोलिक बेंडिंग मशीन/हायड्रॉलिक प्रेस ब्रेक सिंक्रोनाइझेशन पद्धतीनुसार विभागले जाऊ शकतात: हायड्रॉलिक सिंक्रोनस टॉर्क बेंडिंग मशीन, सीएनसी प्रेस ब्रेक आणि इलेक्ट्रो-हायड्रॉलिक सीएनसी प्रेस ब्रेक आणि खालील प्रकारच्या हालचालींमध्ये विभागले जाऊ शकतात: वर-अभिनय, डाउनवर्ड-अॅक्टिंग .
प्रेस ब्रेक बेंडिंगला आवश्यक इच्छित परिणाम साध्य करण्यासाठी वेगवेगळ्या पद्धतींचा दृष्टिकोन आवश्यक आहे. विंड टॉवरचे खांब तयार करण्यापासून ते इलेक्ट्रिकल कॅबिनेटच्या गुंतागुंतीच्या घटकांपर्यंत, प्रेस ब्रेक हे फॅब्रिकेटरसाठी एक महत्त्वाचे साधन आहे आणि सर्व वाकणे सारखे नसतात हे जाणून घेणे त्यांच्या यशस्वी ऑपरेशनची गुरुकिल्ली आहे. अचूक भाग पटकन आणि वारंवार मिळवण्यासाठी प्रक्रिया, टूलींग आणि साहित्य (जसे वाकलेले सर्व धातू वेगवेगळ्या पद्धतीने प्रतिसाद देतात) समजून घेणे आवश्यक आहे.
हायड्रॉलिक सिंक्रोनस टॉर्क बेंडिंग मशीन/ हायड्रॉलिक सिंक्रोनस टॉर्क प्रेस ब्रेक

दुहेरी सिलेंडर स्लाइडर वर आणि खाली हालचाली नियंत्रित करतात
यांत्रिक टॉर्क सिंक्रोनाइझेशन
सीएनसी प्रेस ब्रेक आणि इलेक्ट्रो-हायड्रॉलिक प्रेस ब्रेक


CNC प्रेस ब्रेक्स: या प्रकारच्या ब्रेक्समध्ये अचूकता नियंत्रित करण्यासाठी आणि कार्यक्षमता वाढवण्यासाठी संगणक तंत्रज्ञानाचा वापर करून अचूकता आणि सानुकूलन क्षमता सर्वाधिक असते. CNC ब्रेक प्रेस वापरताना, प्रशिक्षित ऑपरेटरद्वारे बेंडिंग अँगल, प्लेटची जाडी, रुंदी आणि ग्रेड यांसारखा डेटा कंट्रोलरमध्ये प्रविष्ट केला जातो आणि ब्रेक सहजपणे उर्वरित हाताळतो.
प्रेस ब्रेक टोनेजची गणना कशी करावी

वाकण्याच्या प्रक्रियेदरम्यान, वरच्या आणि खालच्या डाईजमधील बल सामग्रीवर लागू केले जाते, ज्यामुळे सामग्री प्लास्टिक विकृत होते. जेव्हा आवाज दुमडला जातो तेव्हा कार्यरत टनेज अतिशयोक्ती दाबाचा संदर्भ देते. वर्किंग टनेज निश्चित करण्यासाठी प्रभावित करणारे घटक आहेत: वाकण्याची त्रिज्या, वाकण्याची पद्धत, डाय रेशो, कोपरची लांबी, बेंडिंग सामग्रीची जाडी आणि ताकद इ.
प्रेस ब्रेक फॉर्मिंग टनेज गणना तुलनेने सोपे आहे. ते कुठे, केव्हा आणि कसे लागू करायचे हे जाणून घेणे ही युक्ती आहे. चला टोनेजच्या गणनेसह प्रारंभ करूया, जे बिंदूवर आधारित आहे जेथे सामग्रीमध्ये उत्पादन खंडित होते आणि वास्तविक वाकणे सुरू होते. सूत्र 60,000-PSI तन्य शक्तीसह AISI 1035 कोल्ड-रोल्ड स्टीलवर आधारित आहे. ती आमची आधारभूत सामग्री आहे. मूळ सूत्र खालीलप्रमाणे आहे.

P: झुकण्याची शक्ती (kn)
S:प्लेटची जाडी (मिमी)
L: प्लेट रुंदी (m)
V: तळाशी डाय स्लॉट रुंदी (मिमी)

उदाहरण १:
S=4mm L=1000mm V=32mm, टेबल वर पहा आणि P=330kN मिळवा
2. हे सारणी Оb=450N/mm2 सामर्थ्य असलेल्या सामग्रीच्या आधारावर मोजले जाते. इतर भिन्न सामग्री वाकवताना, वाकणे दाब हे टेबलमधील डेटा आणि खालील गुणांकांचे उत्पादन आहे;
कांस्य (मऊ): 0.5; स्टेनलेस स्टील: 1.5; अॅल्युमिनियम (मऊ): 0.5; क्रोमियम मोलिब्डेनम स्टील: 2.0.
बेंडिंग प्रेशरसाठी अंदाजे गणना सूत्र: P=650s2L/1000v
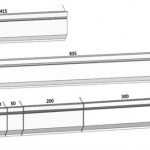
सर्वात लहान बेंडचा आकार:
A. Sngle फोल्डिंग / वाकणे :


B. वाकणे/फोल्डिंग Z


उदाहरण २:
प्लेटची जाडी S=4mm, रुंदी L=3m, ob=450N/mm2
साधारणपणे स्लॉट रुंदी V=S*8 त्यामुळे P=650423/4*8=975(KN)= 99.5 (टन)
परिणाम बेंडिंग फोर्स चार्टमधील डेटाच्या अगदी जवळ आहे.
तुम्ही बघू शकता, प्रेस ब्रेक टोनेजची गणना करण्यासाठी पद्धत #1 ही सौम्य स्टील सामग्रीवर आधारित आहे.
जर सामग्री स्टेनलेस स्टील, अॅल्युमिनियम किंवा पितळ असेल तर?
हे सोपे आहे, वरील सूत्रानुसार मोजलेले परिणाम खालील तक्त्यातील गुणांकांद्वारे गुणाकार करा:
| साहित्य | गुणांक |
| सौम्य स्टील | 1 |
| स्टेनलेस स्टील | 1.6 |
| अॅल्युमिनियम | 0.65 |
| पितळ | 0.5 |
संबंधित उत्पादने
 चायना प्रेस ब्रेक बेंडिंग मशीन मोल्ड
चायना प्रेस ब्रेक बेंडिंग मशीन मोल्ड- प्रेस ब्रेक बेंडिंग मशीनमध्ये नुकसान भरपाई प्रणाली का जोडावी
- सामान्य यांत्रिक बिघाड आणि प्रेस ब्रेक बेंडिंग मशीनची देखभाल
- प्रेस ब्रेक बेंडिंग मशीनचा योग्य डाय कसा निवडावा
- सीएनसी प्रेस ब्रेक बेंडिंग मशीनचे कार्य तत्त्व आणि रचना
- 2021 मेटल ब्रेक मशीनचे अंतिम मार्गदर्शक
- CNC शीट मेटल बेंडरची E21 प्रणाली जाणून घेण्यासाठी 4 पायऱ्या
- चीन 40 टन प्रेस ब्रेक
- प्रेस ब्रेक डायज कशापासून बनतात? प्रेस ब्रेक टूलिंग म्हणजे काय?
- 100t फोर-कॉलम हायड्रोलिक प्रेसच्या सामान्य दोष आणि समस्यानिवारण पद्धती