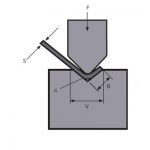
सीएनसी प्रेस ब्रेक मशीन शीत धातूच्या शीटला विविध भौमितिक क्रॉस-सेक्शनल आकारांमध्ये वाकण्यासाठी सुसज्ज मोल्ड (सामान्य किंवा विशेष मोल्ड) वापरते. कोल्ड-रोल्ड शीट मेटल प्रक्रियेसाठी डिझाइन केलेले हे शीट फॉर्मिंग मशीन आहे आणि ऑटोमोबाईल्स, विमान निर्मिती, हलके उद्योग, जहाजबांधणी, कंटेनर, लिफ्ट आणि रेल्वे वाहने यासारख्या उद्योगांमध्ये शीट बेंडिंग प्रक्रियेमध्ये मोठ्या प्रमाणावर वापरले जाते.
हायड्रॉलिक ट्रान्समिशनच्या तत्त्वावर तयार केलेली स्वयंचलित नियंत्रण प्रणाली. अशा प्रणालीमध्ये, नियंत्रण सिग्नल बदलल्यामुळे अॅक्ट्युएटरची हालचाल बदलते.
इलेक्ट्रो-हायड्रॉलिक सर्वो वाल्व एक स्वयंचलित नियंत्रण वाल्व आहे. हे इलेक्ट्रो-हायड्रॉलिक रूपांतरण घटक आणि उर्जा प्रवर्धन घटक दोन्ही आहे. त्याचे कार्य इलेक्ट्रिकल सिग्नलच्या आकार आणि ध्रुवीयतेसह आणि जलद प्रतिसादासह लहान-पॉवर अॅनालॉग सिग्नल इनपुटला मोठ्या प्रतिसादात रूपांतरित करणे आहे. पॉवर हायड्रॉलिक एनर्जी फ्लो आणि प्रेशर आउटपुट, ज्यामुळे हायड्रॉलिक अॅक्ट्युएटरचे विस्थापन, वेग, प्रवेग आणि शक्ती नियंत्रित करता येते. इलेक्ट्रो-हायड्रॉलिक सर्वो व्हॉल्व्ह सामान्यत: इलेक्ट्रिकल-मेकॅनिकल कन्व्हर्टर, हायड्रॉलिक अॅम्प्लिफायर आणि डिटेक्शन फीडबॅक मेकॅनिझमने बनलेला असतो.
सीएनसी प्रेस ब्रेक बेंडिंग मशीनचा प्रश्न
1. CNC प्रेस ब्रेकमध्ये किती अक्ष असतात?
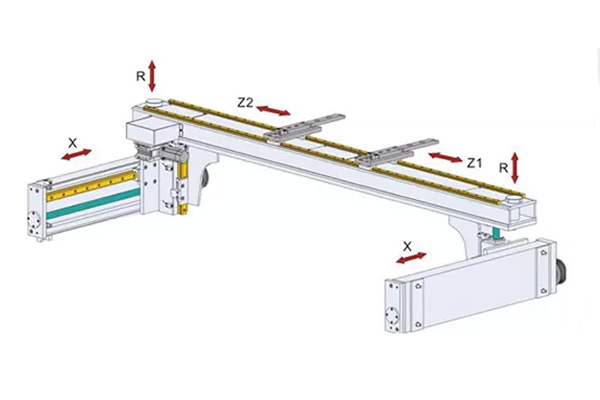
CNC प्रेस ब्रेक मशीनमध्ये अनेक CNC अक्ष आहेत, जे जास्तीत जास्त 18 अक्षांपर्यंत असू शकतात. सामान्यतः वापरल्या जाणार्या सीएनसी अक्ष फंक्शन्स खालीलप्रमाणे आहेत: Y1Y2 अक्ष स्लाइडर वर आणि खाली 100 हालचाली (इलेक्ट्रो-हायड्रॉलिक सर्वो व्हॉल्व्ह), एक्स-अक्ष बॅक गेज (सर्वो मोटर) च्या मागे आणि पुढे हालचाली, बॅकस्टॉपची आर अक्ष बॅकवर्ड हालचाल (सर्वो) मोटर), Z1Z2 अक्ष डाव्या आणि उजव्या बोटांची हालचाल थांबवते (सर्वो मोटर), आणि W-अक्ष उत्तल सारणी.
झोंगरुई सीएनसी प्रेस ब्रेकच्या अक्षीय विस्थापनामध्ये अनेक अक्ष असतात. सामान्य आयटम आहेत:
● सिलेंडर स्ट्रोकचे वर आणि खाली विस्थापन
● बॅक गेजचे पुढे आणि मागे विस्थापन
● बॅक गेजचे लिफ्टिंग विस्थापन
● वरच्या बोटाचे डावे आणि उजवे विस्थापन
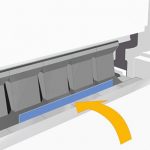
● टेबल विक्षेपण भरपाईसाठी विस्थापन उचलणे
● बेंडिंग प्लेट ऑक्झिलरी ब्रॅकेट विस्थापन
● समोर ते मागे विस्थापन
2. CNC प्रेस ब्रेक वाल्व्ह ब्लॉकच्या पुढे सर्वो मोटरची भूमिका काय आहे?
हे फीडिंगसाठी वापरले जाते, फीडिंग अचूकतेसाठी सर्वो मोटरद्वारे नियंत्रित केले जाते आणि हायड्रॉलिक भाग वाकलेला असतो आणि वाकणे या सर्वो मोटरद्वारे नियंत्रित केले जाते.
3. सीएनसी प्रेस ब्रेकचा हायड्रॉलिक कॉलम कसा नियंत्रित केला जातो?
व्हॉल्व्ह ग्रुप वर आणि खाली नियंत्रित केल्यानंतर, सामान्य टॉर्शन शाफ्ट बेंडिंग मशीन ऑइल सिलेंडरमधील स्क्रू नटच्या स्थितीद्वारे वाकण्याची खोली नियंत्रित करते आणि इलेक्ट्रो-हायड्रॉलिक सर्वो बेंडिंग मशीन ग्रेटिंग रूलरद्वारे स्थितीचे अभिप्राय देते आणि प्रणाली झुकण्याची खोली नियंत्रित करते.
4. CNC प्रेस ब्रेक हायड्रॉलिक सिलेंडर काम करत नाही याचे कारण काय आहे
ऑइल सर्किट: प्रथम तपासणी इंधन टाकीतील तेल पुरेसे आहे की नाही, सोलनॉइड व्हॉल्व्ह काम करत नाही, कॉइल तुटलेली किंवा अडकली आहे की नाही आणि ओव्हरफ्लो व्हॉल्व्ह स्त्रोत कार्यरत आहे की नाही हे तपासा.
ऑइल सिलेंडर लीक होत आहे की नाही हे पाहण्यात कोणतीही अडचण नाही (काम करत नसताना तेल सिलेंडर हळूहळू स्वतःहून खाली जाईल)
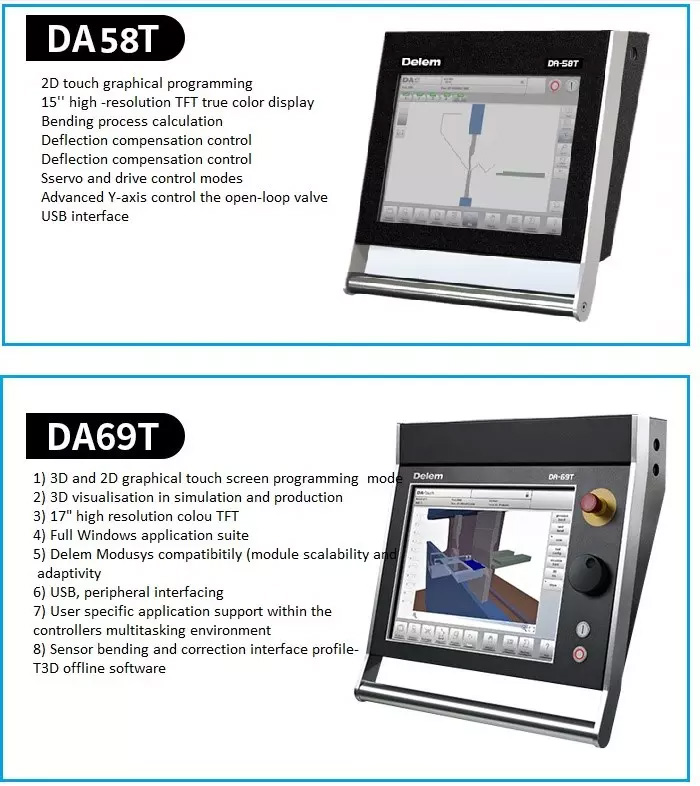
5. लोकप्रिय शैली सीएनसी कंट्रोलर
लोकप्रिय CNC नियंत्रक DA52S/DA53T/DA58T/DA66T/DA69/CybTouch8/CybTouch12 आणि इ.
संबंधित उत्पादने
 वाकणे मध्यम आणि जाड प्लेट्सचे WILA कार्यक्षम समाधान
वाकणे मध्यम आणि जाड प्लेट्सचे WILA कार्यक्षम समाधान- हायड्रोलिक प्रेस ब्रेक मशीनचे टनेज कसे निवडावे
- ब्रेक मशीन दाबा फायदे आणि तोटे
- इलेक्ट्रो-हायड्रॉलिक सिंक्रोनस VS टॉर्शन अक्ष सिंक्रोनस सीएनसी बेंडिंग मशीन
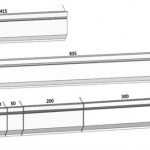
- चायना प्रेस ब्रेक बेंडिंग मशीन मोल्ड
- हायड्रोलिक पॉवर प्रेस मशीनचे सुरक्षित ऑपरेशन नियम
- सीएनसी बेंडिंग मशीनचे कौशल्य वापरा
- सामान्य यांत्रिक बिघाड आणि प्रेस ब्रेक बेंडिंग मशीनची देखभाल
- 2021 मेटल ब्रेक मशीनचे अंतिम मार्गदर्शक
- हायड्रोलिक प्रेस ब्रेकचे किती प्रकार आहेत