टोनेज हे वाकताना वाकलेल्या दाबांना संदर्भित करते.
वाकणे प्रेस ब्रेक मशीन नावाच्या मशीनवर चालते, ज्यामध्ये मॅन्युअल आणि स्वयंचलित मोड असतो. वेगवेगळ्या प्लेट सामग्री आणि प्लेट जाडीसाठी, 30T ते 2200T पर्यंत मॉडेल्सची श्रेणी उपलब्ध आहे. वाकणारा कोन खालच्या डाईमध्ये शीट मेटल ज्या खोलीवर दाबला जातो त्या खोलीद्वारे निर्धारित केला जातो. इच्छित वाकणे साध्य करण्यासाठी ही खोली तंतोतंत नियंत्रित केली जाते. हायड्रॉलिक प्रेस ब्रेक मशीन सामान्यतः मानक मोल्ड्सच्या संचासह सुसज्ज असते. विशेष वर्कपीस विशेष मोल्डसह सानुकूलित करणे आवश्यक आहे. डाई मटेरियलची निवड उत्पादन प्रमाण, शीट मेटल मटेरियल आणि बेंडिंग डिग्री यावर अवलंबून असते.
प्रेस ब्रेक मशिन निवडताना पहिली अडचण येते ती म्हणजे बेंडिंग प्रेशरची गणना कशी करायची, जे शीट मेटल प्रेस ब्रेक खरेदी करण्यासाठी तुम्हाला किती टनेज आवश्यक आहे हे ठरवते. सहसा, जेव्हा लोक हायड्रॉलिक शीट बेंडिंग मशीन टनेजची गणना करतात, तेव्हा ते खालील बेंडिंग मशीन टनेज चार्टचे अनुसरण करू शकतात.
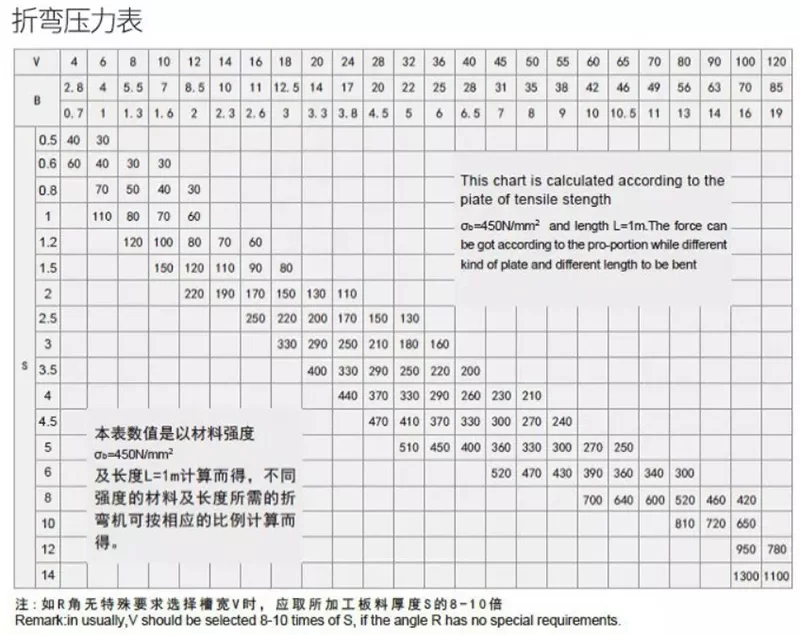
जेव्हा शीटची लांबी एक मीटर असते तेव्हा चार्टमधील मूल्य हे वाकणे दाब आहे:
उदाहरणासाठी S=4mm L=1000mm V=32mm, टेबल P=330KN तपासा. हा तक्ता तन्य शक्ती आणि लांबी L=1m च्या प्लेटनुसार मोजला जातो. बल प्रमाणानुसार मिळवता येते, तर वेगवेगळ्या प्रकारचे प्लेट आणि लांबी वाकवायची असते. इतर साहित्य वाकवताना, वाकणारा दाब हे टेबलमधील डेटा आणि खालील गुणांकाचे उत्पादन आहे.
कांस्य (मऊ): 0.5; स्टेनलेस स्टील: 1.5; अॅल्युमिनियम (मऊ): 0.5; क्रोम-मोलिब्डेनम स्टील: 2.
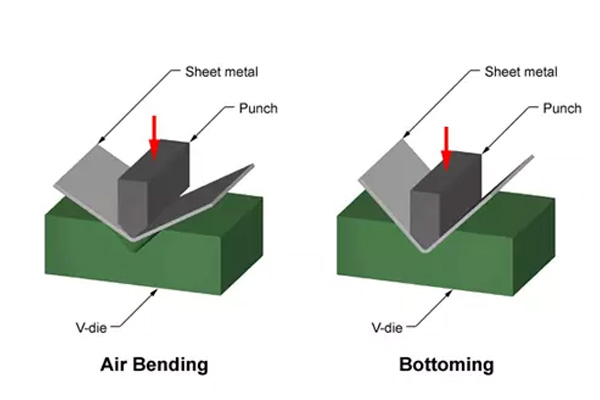
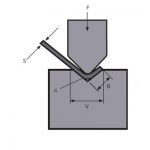
पातळ धातूच्या प्लेटला वाकविण्यासाठी आवश्यक असलेल्या शक्तीची गणना व्ही-बेंडिंग पद्धतीने केली जाते, म्हणजेच, पातळ प्लेटला व्ही-आकाराच्या पंचाने व्ही-आकाराच्या डायमध्ये दाबले जाते. वाकण्याची शक्ती शीटची जाडी, डाय ओपनिंग, वाकण्याची लांबी आणि सामग्रीची अंतिम तन्य शक्ती द्वारे मोजली जाऊ शकते. डाय ओपनिंगची गणना करण्यासाठी डाय रेशो प्रविष्ट केला जाऊ शकतो, सामान्यतः शीटच्या जाडीच्या 6 ते 12 पट. साधारणपणे, जेव्हा जाडी 0-3 मिमी असते, तेव्हा आम्ही शीटच्या जाडीच्या 6 पट वापरतो. जेव्हा जाडी 3-10 मिमी असते, तेव्हा आम्ही शीटच्या जाडीच्या 8 पट वापरतो. जेव्हा जाडी 10 मिमी पेक्षा जास्त असते, तेव्हा आम्ही शीटच्या जाडीच्या 12 पट वापरतो. मग तुम्ही योग्य शीट मेटल बेंडिंग मशीन निवडण्यासाठी गणना केलेले टनेज वापरू शकता.
बेंडिंग प्रेशरचे अंदाजे गणना सूत्र:
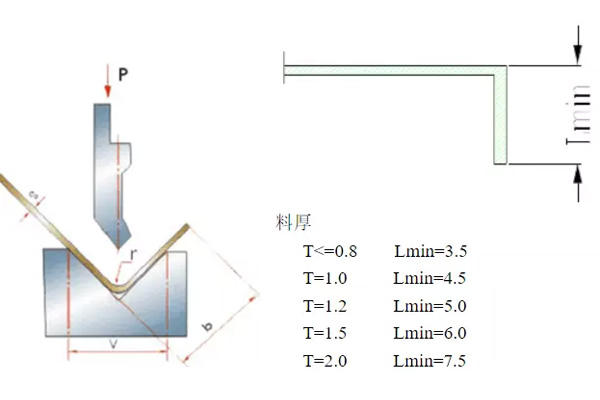
P: बेंडिंग फोर्स (KN)
S: प्लेटची जाडी (मिमी)
एल: प्लेटची रुंदी (मी)
V: तळाशी व्ही-रुंदी (मिमी) V ही प्लेटच्या जाडीच्या 6-10 पट आहे.
सर्वात महत्त्वाचे म्हणजे, जेव्हा तुम्ही प्रेस ब्रेक टोनेजची गणना कराल, तेव्हा तुमच्याकडे दोन मार्ग असतील: एक म्हणजे प्रेस ब्रेक टोनेज चार्ट तपासणे आणि दुसरा सूत्र वापरणे.
उदाहरणार्थ, तुमची प्लेट S=3mm L=3m आहे, तर तुम्हाला किती टन आवश्यक आहे?
प्रथम, आम्ही प्रेस ब्रेक टोनेज चार्ट तपासतो, जेव्हा S=3mm L=1m V=24mm P=250KN.
तर, जर L=3m, एकूण टनेज 250KNx3m=750KN=75Ton आहे.
मग आपण सूत्र वापरून पाहू, =73 टन. परिणाम आम्हाला चार्टवरून मिळालेल्या मूल्याप्रमाणेच आहे. जर प्लेट स्टेनलेस स्टील असेल, तर एकूण टनेज 75 टन x2=150 टन आहे.
सर्वात जाड सामग्री 1/4 इंच आहे असे गृहीत धरल्यास, 10 फूट फ्री बेंडिंगसाठी 165 टन आवश्यक आहेत आणि तळाशी असलेल्या डाय बेंडिंगसाठी (करेक्टेड बेंडिंग) किमान 600 टन आवश्यक आहेत. जर बहुतेक भाग 5 फूट किंवा त्यापेक्षा लहान असतील तर, टनेज जवळजवळ अर्धा होईल, ज्यामुळे खरेदीची किंमत मोठ्या प्रमाणात कमी होते. नवीन प्रेस ब्रेक मशीनची वैशिष्ट्ये निश्चित करण्यासाठी भागाची लांबी खूप महत्वाची आहे.
झोंगरुई ही चीनची शीर्ष 10 प्रेस ब्रेक उत्पादक आहे, जी व्यावसायिक प्रेस ब्रेक बेंडिंग मशीनचे ज्ञान आणि उच्च-गुणवत्तेचे प्रेस ब्रेक मशीन विक्रीसाठी प्रदान करते. आपल्याला काही आवश्यकता असल्यास, आता आमच्याशी संपर्क साधा!
संबंधित उत्पादने
 वाकणे मध्यम आणि जाड प्लेट्सचे WILA कार्यक्षम समाधान
वाकणे मध्यम आणि जाड प्लेट्सचे WILA कार्यक्षम समाधान- कॅन्टन फेअर
- तुमच्या प्रेस ब्रेकसाठी बेंड भत्ता कसा मोजायचा
- प्रेस ब्रेक क्राउनिंग म्हणजे काय
- सीएनसी बेंडिंग मशीनचे कौशल्य वापरा
- सीएनसी प्रेस ब्रेक बेंडिंग मशीनचे कार्य तत्त्व आणि रचना
- प्रेस ब्रेक बेंडिंग मशीनचा योग्य डाय कसा निवडावा
- बेंडिंग मशीन मोल्डचे पारंपारिक बेंडिंग अनुक्रम आणि दैनिक वापर तपशील
- प्रेस ब्रेक बेंडिंग मशीनमध्ये नुकसान भरपाई प्रणाली का जोडावी
- शीट मेटल बेंडिंग मशीनच्या फ्री बेंडिंग दरम्यान बेंडिंग फोर्सची गणना